 登錄
登錄  注冊
注冊 短信碼登錄
密碼登錄
獲取短信驗證碼
獲取短信驗證碼

2024-10-08
作者:楊軍龍 梁之榕 王桃
(廣州文沖船舶修造技術部)
“拉布拉多海峽”是一艘大型散貨船,于2020年4月進廠修理,修理的主要工程為艉甲板伙食吊檢修。船舶修理具有“短,平,快”的特點,因此在短周期內保質保量完成伙食吊的修復工作是關鍵。
一、工程概況
根據(jù)工程內容,伙食吊塔身回轉支承軸承故障不能正常回轉需要外購,但受“新冠肺炎”疫情影響,同型號配件供貨周期過長,修理節(jié)點得不到保障。
因此主動作為,對故障設備進行自行修理,并制定有效的修理工藝成為完成本次修理工作的突破點。
二、修理過程
1、現(xiàn)狀調查
經現(xiàn)場勘驗,發(fā)現(xiàn)回轉支承軸承內圈相對于外圈橫向狀況良好,縱向一端凸出外圈,另一端凹進去;初步分析是由于伙食吊吊臂伸出過長,吊臂端部沒有支承架,塔身尾部也沒有平衡裝置,造成支承軸承內部受力不勻產生偏磨,故障軸承如圖1所示:
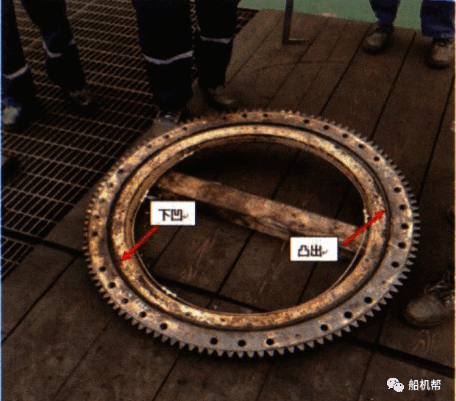
圖1 修理前的回轉支承軸承
經查找相關資料,回轉支承軸承結構圖如圖2所示。
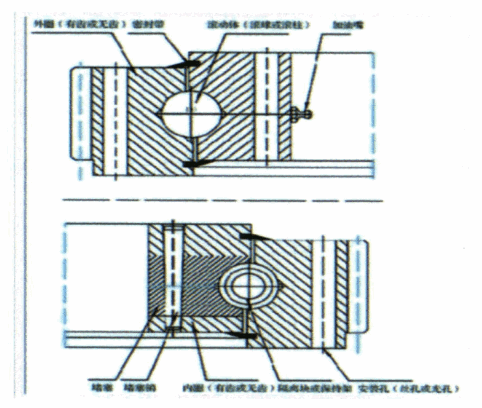
圖2 回轉支承軸承結構圖
由左及右分別是(上部分):外圈(有齒或無齒)、密封帶、滾動體(滾球或滾柱)、加油嘴。
由左及右分別是(下部分):
塞子、錐銷、內圈(有齒或無齒)、隔離塊或保持架、安裝孔(絲孔或光孔)。
2、擬定修理方案
根據(jù)支承軸承結構圖,結合軸承的實際情況,工藝小組擬定了兩套修理方案:
方案一,待滾動體拆出,內、外圈分離后檢查測量外形幾何尺寸,若外形幾何尺寸良好,根據(jù)滾動體的滾道磨損狀況,保持滾動體中心位置不變的情況下,相應加大滾道線徑,更換相應尺寸的滾動體即可。
方案二,若支承軸承銹蝕或變形嚴重,導致內部滾動體無法拆出,可根據(jù)情況破壞內圈或外圈(無齒輪一側)一小段,能拆出滾動體即可,待內、外圈分離后將有齒輪一側滾道根據(jù)磨損狀況,保持滾動體中心位置不變的情況下,相應加大滾道線徑,最后根據(jù)已確定更換的滾動體尺寸和中心位置重新加工破壞的內圈或外圈。
3、確定修理方案
按照施工工藝流程將支承軸承內部滾動體拆出,使內、外圈分離,經檢查及測量軸承外形尺寸,外圈(齒輪側)除滾道輕微銹蝕、磨損外基本良好,而內圈滾道磨損較嚴重,如圖3所示。
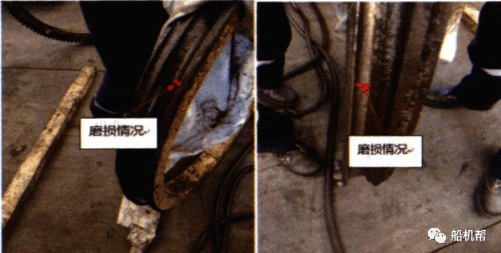
圖3 回轉支持軸承內圈磨損情況
根據(jù)這種情況,如選用第一種方案,需要將內圈滾道磨損部位填焊進行修復,補焊量比較大,且焊后會造成材質內部發(fā)生改變,對后續(xù)加工精度不容易保證。
經研究分析后決定采用方案二進行修復,確定重新加工軸承內圈,修理方案提交給了船方并得到確認。
4、工藝圖紙繪制
(1)根據(jù)解體后的工件狀況和實地測量掌握的數(shù)據(jù),在保證滾動鋼珠原中心位置不變的情況下,將原直徑ф28鋼珠更換成ф30軸承鋼鋼珠,滾道半徑相應加大1mm,除掉表面銹蝕的銹皮,提高光潔度的同時保證原材質表面的硬度,繪制外圈(齒輪側)機加工修復;
(2)根據(jù)外圈(齒輪側)加工后的內徑尺寸和滾動鋼珠中心位置給出合理的配合間隙得到內圈外徑加工尺寸,其余尺寸按舊件繪制出內圈機加工圖紙,并用45#鋼根據(jù)圖紙要求合理安排加工工序以及加工完成后滾道表面淬火:HRC55—66,如圖4所示:
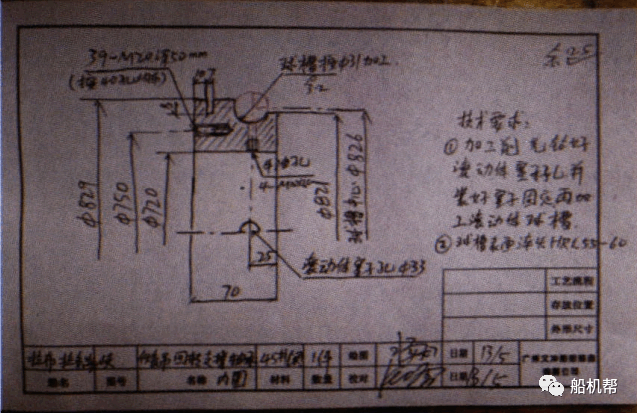
圖4 回轉支持軸承內圈加工圖紙及處理工藝
(3)繪制出機加工圖紙后,根據(jù)滾動鋼珠中心直徑周長計算出需要的鋼珠和隔離塊的數(shù)量,分別外購軸承鋼鋼珠和加工隔離塊。
三、安裝調試
組裝前將內圈安裝孔與塞子(有滾道槽)做好標記再拆出塞子,將內、外圈合攏,內圈安裝孔朝下有序放入鋼珠和隔離塊,同時緩慢將安裝孔向上旋轉,旋轉過程中保證裝入的鋼珠和隔離塊緊密相連,直至填滿整個滾道,按照標記裝入塞子,如圖5所示。
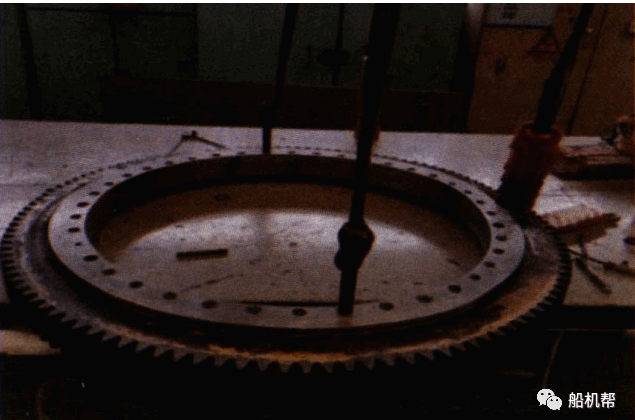
圖5 裝復后的回轉支持軸承
整個回轉支承軸承組裝完成后放平手動旋轉順暢,無卡頓現(xiàn)象,安裝密封膠條和牛油管附件。
回轉支承軸承整體上船復裝后進行了調試及負荷試驗,各技術指標狀況良好。
四、結束語
由于各種因素使得本次修期較為緊張,經過工藝人員仔細勘驗工程,掌握了工件的內部結構和分析出損壞的原因,努力尋找解決問題的突破口,提前研究擬定好詳細的修理方案,并根據(jù)具體狀況果斷確定最終修理方案,是此項修理工作的關鍵。
通過此次修理過程工作,積累了經驗,總結并形成了有效的修理工藝,為后續(xù)此類工程的高質量完成提供了參考意義。
參考文獻
【1】高立新,張鍵.大型齒輪箱回轉支承故障診斷[J]北京T業(yè)大學學報,2005年1月,第31卷第1期:11—15.
【2】國家機械工業(yè)局.中國機電產品目錄[M].第9冊.軸承.北京:機械一業(yè)出版社.2000.
來源:船機幫
(版權歸原作者或機構所有)
1