 登錄
登錄  注冊
注冊 短信碼登錄
密碼登錄
獲取短信驗證碼
獲取短信驗證碼

2024-08-27
謝志強
(冷水江鋼鐵有限責(zé)任公司)
摘 要:針對精軋機輥箱燒損問題進行分析找出其原因,對精軋機輥箱進水及油膜軸承潤滑采取了一系列的改造和應(yīng)對措施,并加強對精軋區(qū)設(shè)備的裝配管理及標(biāo)準(zhǔn)化的操作,使精軋機組油膜軸承燒損數(shù)逐年下降,降低了維修成本,提高設(shè)備作業(yè)率。
關(guān)鍵詞:精軋機;輥箱;油膜軸承;潤滑系統(tǒng)
1 概述
冷鋼棒線廠高線車間自2009年元月投產(chǎn),精軋機輥箱油膜軸承的燒損問題,就一直嚴(yán)重影響著該車間的生產(chǎn)。輥箱燒損過程是軋輥軸與油膜軸承之間發(fā)熱高溫,導(dǎo)致高速運轉(zhuǎn)的軋輥軸瞬間突然抱死引起的。其損失輕剛導(dǎo)致整個輥箱報廢,如果停機不及時可能導(dǎo)致錐箱損壞那損失就更大,該問題已成為制約產(chǎn)量及質(zhì)量的瓶頸。因此,技術(shù)人員對輥箱油膜軸承燒損進行認(rèn)真分析,對精軋機輥箱進水及油膜軸承潤滑采取了一系列的改造和應(yīng)對措施,并加強對精軋區(qū)設(shè)備的裝配管理及標(biāo)準(zhǔn)化的操作,使精軋機組油膜軸承燒損數(shù)逐年下降,降低了維修成本,提高設(shè)備作業(yè)率。
2 精軋機輥箱油膜軸承燒損原因分析
2.1 輥箱的機械零部件及裝配
零部件都進行嚴(yán)格的檢測后發(fā)往我廠;裝配都是按哈飛裝配要求嚴(yán)格進行,下線返修的輥箱也要對油膜軸承、軸承及裝配尺寸進行嚴(yán)格檢查才可以上線的,且裝配完后要通過嚴(yán)格檢驗并登記合格后方可上線使用;輥箱油膜軸承燒損非制造和裝配所致。
2.2 生產(chǎn)工藝方面
根據(jù)市場需求高線車間主打產(chǎn)品為HRB400盤螺,為達到力學(xué)強度要求,進精軋機的溫度為860℃左右(低于哈飛要求的大于900%)。但隨著軋制工藝的不斷成熟,這個溫度也有了很大的改善一般保持在900度左右,且操作工執(zhí)行標(biāo)準(zhǔn)化操作對料型的調(diào)整嚴(yán)格控制在公差范圍內(nèi)。因此,輥箱油膜軸承燒損工藝非主要原因。
2.3 精軋機潤滑系統(tǒng)
潤滑系統(tǒng)采用兩個油箱(一用一備);選用高線軋機循環(huán)油美孚525,其有優(yōu)越的抗乳化性能和油水分離性能,在油箱靜置后能迅速分離出油中的水份;供油壓力0.4MPa;供油溫度應(yīng)控制在40±2℃之間,保證供油油液的粘度最佳,有利于油膜形成,保證油膜的強度;油液中含水油膜強度下降,一般要求水分含量小于0.1%。含水量超過0.1%時,機械磨損急劇增加;超過0.5%時的潤滑狀況將是很危險的;過濾精度10μm。燒損輥箱后化驗油品:水分含量2%-5%,超出設(shè)計要求4-10倍。40℃時粘度值(74-82)x10m;清潔度為NAS7-8級。綜合分析,發(fā)現(xiàn)燒輥箱燒損時,大多數(shù)時候是使用油品中水分含量高。由于油品中涌人大量的水分,致使油膜軸承載力下降,降低了油膜的強度,造成精軋機油膜軸承磨損,嚴(yán)重時會造成油膜軸承直接燒損,同時燒損的油膜軸承雜質(zhì)通過回油進入油箱,對油品形成二次污染,導(dǎo)致過濾器濾芯頻繁更換,形成嚴(yán)重的惡性循環(huán)。由此認(rèn)定油品中的水分含量嚴(yán)重超標(biāo)是引起軋機燒損的主要原因,同時油溫也作為重要指標(biāo)來控制。
3 精軋機輥箱進水原因分析
3.1 輥箱密封的結(jié)構(gòu)及要求
生產(chǎn)中發(fā)現(xiàn)精軋機進水絕大部分是由于輥箱進水造成的。輥箱的密封由動密封和靜密封兩部分組成,輥箱密封結(jié)構(gòu)見圖1。
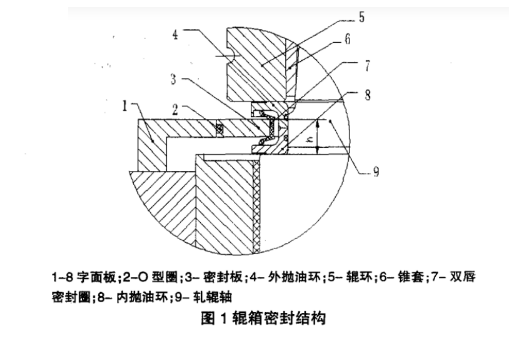
3.1.1 動密封處。雙唇密封圈安裝在密封板上,通過磨削密封板的尺寸來保證軋輥軸軸肩面到密封板外端面尺寸H(6寸輥箱15.68-0.02mm,8寸輥箱15.2-14.18mm)在要求的范圍內(nèi)。如果這尺寸H沒調(diào)整在要求的范圍內(nèi),可能會使雙唇圈的單邊壓緊量太多,雙唇密封圈單邊磨損嚴(yán)重,從而導(dǎo)致輥箱進水或漏油。所以說必須保證裝配尺寸H在要求的范圍內(nèi),才能保證雙唇的使用壽命,防止輥箱進水或漏油。
3.1.2 靜密封處。由于輥箱輥縫經(jīng)常要調(diào)整,密封板上的O型圈與8字板會有相對運動,就會導(dǎo)致O型圈磨損或切邊,一旦O型圈損壞,水就會直接進入輥箱,這就要求O型圈要有一定的耐磨性;精軋機軋鋼過程中,密封板的上面是紅鋼,因此要求密封板上的O型圈要可以耐高溫。軋制過程中難免會跑鋼,密封板與8字板就有可能因堆鋼而變形,導(dǎo)致輥箱進水。輥箱長時間使用的密封板與8字板都會有一定的磨損,導(dǎo)致它們之間的間隙增大,O型圈的壓縮量減少,這樣輥箱也會進水。裝配好的O型圈密封板到8字板時要注意在O型圈上打點潤滑油并輕輕的均勻壓入,防止裝配時直接將O型圈損壞,造成輥箱進水。
3.2 防止輥箱進水和措施
3.2.1 雙唇密封圈問題。定期取下外拋油環(huán),檢查雙唇密封圈的磨損狀況。如雙唇封圈已損壞,直接更換;如雙唇密封圈使用壽命很短,則需考慮偏心盤尺寸的情況是否在規(guī)定的范圍內(nèi),同時要仔細(xì)檢查外拋油環(huán)內(nèi)側(cè)的涂層是否掉落或有損傷雙唇的缺陷,同時也要檢查內(nèi)外拋油環(huán)的配合面是否磨損而導(dǎo)致裝配尺寸改變,如有及時更換。
3.2.2 密封板與8字型面板之間的問題。首先觀察密封板、8字型面板是否由于堆鋼等故障發(fā)生變形,則應(yīng)該更換新備件。其次因調(diào)整輥縫調(diào)節(jié)時密封板與8字型面板長期有相對運動,要仔細(xì)檢查8字板的配合面是否磨損有臺階,如有則更換8字板。若以上兩方面無問題,其它方面也未發(fā)現(xiàn)明顯問題,則可將整臺輥箱換下另作離線檢查。
3.2.3 精細(xì)化操作。裝配輥環(huán)時,保證輥環(huán)壓實外拋油環(huán);對于未裝輥環(huán)的空過機架,要求操作人員精細(xì)化操作,保證保護套壓實輥箱外拋油環(huán)。水泵房控制好水壓,保證輥環(huán)冷卻水壓0.48-0.6MPa。
4 水進入潤滑系統(tǒng)后應(yīng)對措施
精軋機潤滑系統(tǒng)采用兩個50000L的油箱,一用一備。在兩個油箱的底部分加裝兩個球閥,每天定時對在用油箱進行排水,同時通過對油液的顏色觀測其進水的情況。球閥處無水排出且油液清亮,說明輥箱沒有進水;反之如果球閥處有水排出或油液顯乳白色,說明輥箱上進水,此時,要定期(每周一次)取油樣化驗其含水量是否超過0.3%,超過就要及時切換油箱并且通過錐箱回油管處的分水器排水情況初步找到哪架輥箱進水并更換密封件。對于切換后的備用油箱中的油靜置24h后,通過底部球閥排水,然后用真空脫水裝置將油中的飽和水和游離水脫盡,72小時后化驗油的含水量,0%時方可投入下一次切換使用。每月定期向兩油箱中添補新油增加其油水分離性能。為加大脫水能力,在原來73L/rain真空脫水裝置基礎(chǔ)上又增加了一臺170L/min的真空脫水裝置,由此在線脫水能力達到243L/rain。真空脫水裝置投入使用后,油品質(zhì)大大改善,含水量多次達0%。
5 效果
自采取以上一系列措施和改造后,輥箱進水量得到有效的控制,油液含水量保持在一直保持在允許范圍內(nèi)運行,達到了顯著成效。
5.1 2012上半年輥箱燒損8臺,2012下半年輥箱燒損4臺,2013年上半年輥箱燒損1臺,油膜軸承燒損逐年減少,設(shè)備作業(yè)率顯著提高,降低了維修成本。
5.2 精軋機濾芯消耗量由原來的每月3組,減少到每月2組,全年濾芯成本約30萬元。
5.3 2010年、2011年由于進水問題油液乳化嚴(yán)重,更換兩次油箱的油,每次用油300桶。自輥箱進水得到有效控制和真空脫水裝置投入后,再無油液乳化情況發(fā)生,每月只需添補10—15桶油,每年節(jié)約用由約150桶,節(jié)約成本約60萬元。
6 結(jié)論
控制精軋機輥箱進水,有效保證精軋潤滑油油質(zhì),對減少精軋機輥箱燒損,增加輥箱的使用壽命起關(guān)鍵作用。
參考文獻
【1】郭溪泉,李樹青.現(xiàn)代大型連軋機油膜軸承【M】.北京:機械工業(yè)出版社,2000.
【2】北京橡膠工業(yè)研究所.偏心對油封密封性能的影響【J】.橡膠工業(yè),1974.
來源:《科學(xué)技術(shù)創(chuàng)新》
(版權(quán)歸原作者或機構(gòu)所有)
1